
Contexto: por que isso importa em Santa Catarina
SC concentra participação relevante do setor têxtil brasileiro e um ecossistema robusto de empregos e produção — o que coloca qualidade e previsibilidade como requisitos competitivos, não opcionais.
No Brasil, análises setoriais indicam materialidade do tema “desperdício têxtil” em nível macro, reforçando a oportunidade de diferenciar-se por eficiência e controle técnico.
O custo real do refugo
Levantamento citado pelo SEBRAE aponta que cerca de 8% da produção industrial têxtil pode se tornar refugo — escala que, transposta para malharia, pressiona margem, capacidade e carteira comercial.
Na linguagem financeira, é útil tratar perdas via Custo da Não Qualidade (CNQ/COPQ): custos de falhas internas/externas podem consumir parcela significativa das vendas na manufatura, o que eleva a prioridade executiva de prevenção.
Onde nasce o refugo: causas-raiz típicas na malharia
Evidências técnicas em malharia circular apontam um padrão recorrente: matéria-prima (fio) responde pela maior fatia dos defeitos, seguida por configuração/ajustes de máquina — juntas, essas frentes explicam a maior parte das não conformidades observadas.
Comportamentos “80/20” são frequentes; por isso, Pareto por família de produto é o primeiro filtro prático para focar esforços nos “poucos vitais”.
Controle Estatístico de Processo (SPC): do sinal fraco ao desvio visível
O que monitorar: variáveis como gramatura, tensão do fio e course length tendem a antecipar problemas de aparência e dimensão.
Como monitorar:
• Cartas X-barra/R para variáveis contínuas (ex.: gramatura, tensão).
• Carta c para contagem de defeitos por unidade/metro.
O que esperar (evidências publicadas): caso técnico reporta queda de taxa de rejeição de 9,14% para 6,4% após implantação consistente de cartas e reação a desvios.
Contenção & prevenção: Poka-Yoke e inspeção em linha
Aplicações documentadas de Poka-Yoke em têxteis/malharia incluem sensores de ruptura, codificação por cores de insumos e guias físicos de setup, com relatos técnicos de redução de defeitos e desperdício quando bem integrados ao processo.
Além de reduzir erros operacionais, as soluções à prova de falha tendem a melhorar tempos auxiliares (ex.: embalagem) e a confiança do operador, reforçando disciplina de execução.
Troca rápida e estabilidade pós-setup: SMED na prática
Na malharia, SMED foca trocar cilindros, agulhas, galga e fios/elastano convertendo o máximo de atividades internas em externas e padronizando o restante. Relatos técnicos citam redução de 37% no changeover e 38% no tempo de troca de sinkers em aplicações correlatas — evidências úteis para orientar metas internas (sem prometer resultados próprios).
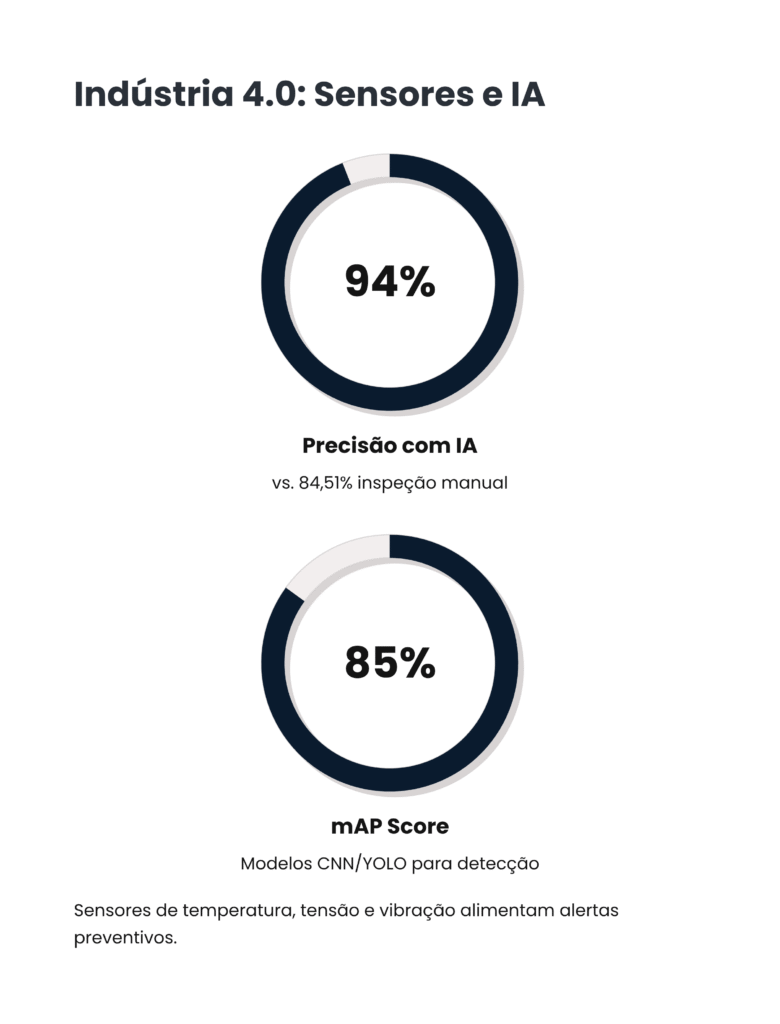
Indústria 4.0 aplicada: sensores e visão com IA
Monitoramento/IoT: sensores de temperatura, tensão e vibração alimentam alertas de manutenção e estabilizam a variação de processo.
Inspeção automatizada: estudos reportam precisão de 94,25% (vs. 84,51% manual) e mAP de 85,11% com modelos de visão (CNN/YOLO) — acelerando detecção e reação a defeitos.
Governança técnica: ficha técnica digital, rastreabilidade e integrações
“Governança técnica” não é papelório: é sistema vivo para sustentar repetibilidade. Boas práticas incluem ficha técnica digital, versionamento de receitas, rastreabilidade por QR code e integração ERP/MES, que encurtam análise de causa e aumentam a confiança do cliente B2B.
Como levar qualidade para a proposta comercial
- Use RFT (Right First Time) e faixas de variação controlada (ex.: gramatura) como provas de estabilidade. Conecte-as a indicadores que o cliente entende (OTIF, lead time).
- Acrescente rastreabilidade e laudos como ativos de marca; em SC, isso conversa com o posicionamento do polo como referência em inovação e melhores práticas.
Roadmap orientativo (sem prometer ROI/prazos)
Sprint 1 — Diagnóstico e baseline
• Pareto por família de produto para isolar “poucos vitais”.
• Implantar cartas X-barra/R (gramatura/tensão) e c (defeitos/metro).
Sprint 2 — Quick wins de setup e prevenção
• Padronização de setup + Poka-Yoke (sensores de ruptura, codificação).
• Inspeção em linha nos pontos sensíveis do processo.
Sprint 3 — Governança e integração
• Ficha técnica digital, versionamento e QR/rastreabilidade integrados ao ERP/MES.
Sprint 4 — Melhoria contínua e digitalização
• Revisões periódicas de Pareto e limites de controle; avaliar sensores/visão para acelerar reação e prevenir reincidências.
FAQ (com base nas referências)
SPC funciona em malharia? Qual carta usar?
Sim. X-barra/R para variáveis (gramatura/tensão) e c para contagens de defeitos por unidade.
Como priorizar defeitos e causas?
Aplique Pareto e foque em fio e setup como hipóteses iniciais a validar no seu mix.
SMED ajuda “qualidade” ou só tempo?
Ajuda ambos: setups mais curtos e padronizados reduzem instabilidade da retomada e produção fora-padrão após trocas (evidências técnicas relatam reduções relevantes de changeover).
Tecnologia vale a pena?
Monitoramento/IoT e visão com IA apresentam ganhos reportados em detecção/tempo de inspeção e precisão — úteis para prevenir desvios antes de virarem lotes refugados.
Referências
[1] Observatório FIESC — Setor Têxtil, Confecção, Couro e Calçados em SC (perfil e indicadores).
[7] ASQ — Mistake‑Proofing (Poka‑Yoke) (definição e aplicações em processos industriais).
[11] GS1 Brasil — QR Code Padrão GS1 (rastreabilidade e informações estendidas de produto).
[12] GS1 Brasil — Setor Moda (aplicações de padrões GS1/RFID no setor de moda e têxtil).
[13] MDPI Electronics (2024) — Toward Automated Fabric Defect Detection: A Survey of ML‑based Approaches (revisão sobre visão computacional em têxteis).
[14] DergiPark (2023) — Real‑Time Fabric Inspection on Circular Knitting Machines using CNNs (estudo aplicado em malharia circular; usar como leitura, sem prometer resultados).
[15] Curved Technology — Eficiência em Rolos para Indústria Têxtil.






